鋼襯四氟管主要工藝簡介
一、四氟乙烯(PTFE)-鈉萘溶液處理粘接法 聚四氟乙烯(PTFE)-鈉萘溶液處理粘接法:鈉萘溶液處理含氟材料,主要是通過腐蝕液與 PTFE塑料發生化學反應,扯掉材料表面上的部分氟原子,這樣就在表面上留下了碳化層和某些極性基團。
鈉萘溶液處理含氟材料,主要是通過腐蝕液與PTFE塑料發生化學反應,扯掉材料表面上的部分氟原子,這樣就在表面上留下了碳化層和某些極性基團。紅外光譜表明,表面引入羥基、羰基和不飽和鍵等極性基團,這些基團能使表面能增大,接觸角變小,潤濕性提高,由難粘變為可粘。這是目前研究的所有方法中效果較好,也是比較常用的方法。一般用鈉萘四氫呋喃作為腐蝕液。
處理粘接步驟如下: (1)處理液配制:將一定量的金屬鈉加入到四氫呋喃與萘的溶液中,其中金屬鈉的質量分數控制在3%~5%,在室溫下攪拌約2h,直至溶液顏色呈現深褐色或黑色即可; (2)將待處理的PTFE工件浸入到該溶液中約5~10min,取出再用丙酮溶液浸泡3~5 min; (3)從丙酮溶液中取出工件,用清水漂洗干凈后置于陰暗處自然干燥; (4)選擇環氧樹脂、有機硅或聚氨酯做粘合劑,均勻涂于處理過的待粘接表面并立即粘接,于24~30℃下靜置24h后即可粘接牢靠。
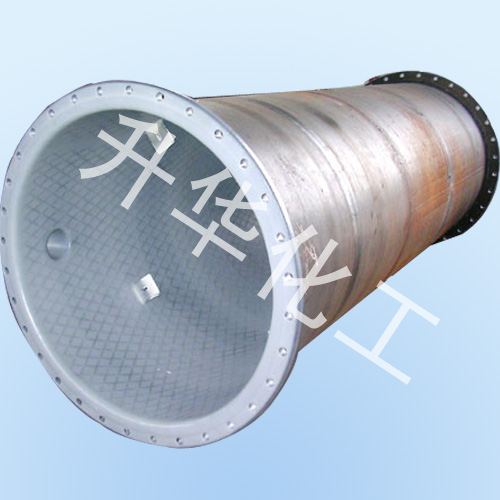
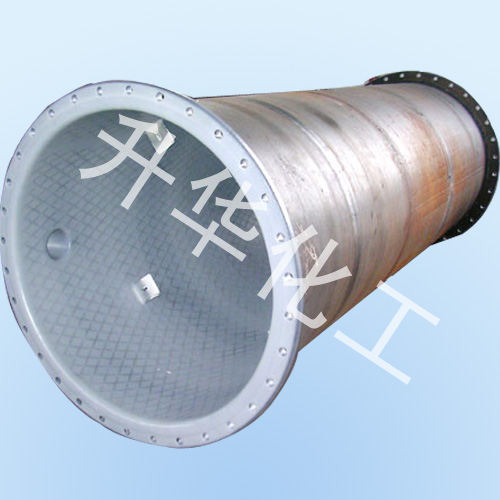
二、鋼襯四氟直管俗稱松襯管。 此工藝采用PTFE棒材車削成的薄膜,纏繞燒結成形。適用于常壓、正壓的輸送管路(如三廢處理管路等),不宜用于有負荷的管路(如泵進、出口處及由落差或突然冷卻等能產生負壓的管路)。 聚四氟乙烯襯里管道工藝之纏繞管松襯法具體工藝為:將模壓生產的四氟棒料,用車床切削成薄帶,用手工或機械的方法將四氟薄帶纏繞在預先設計好尺寸的模具上,達到要求的厚度后,再在其外用同樣方法纏上三到四層無堿玻璃絲帶,最外層用鐵絲扎緊,然后送入燒結爐成型,燒結后取出用水冷卻,然后用手工或機械方法脫模,再套入鋼管,翻邊后即完成。
纏繞管是最初生產較多應用較廣的一種,聚四氟乙烯這種管子生產時,自由度大,可以從小口徑到大口徑(可達Φ 2000mm以上),該管用車削薄膜纏繞后,燒結而成,其整體性和均勻性與纏繞時的張力、薄膜的厚度、薄膜表面的潔凈程度、燒結時的溫度、時間等因素有關,較難掌握。由于纏繞層數多,工藝上難以控制,燒結后整體性和均勻性很難保證。因此,纏繞管最大壁厚不超過3mm,其生產過程較多,控制欠嚴密,加工方法以手工為主聚四氟乙烯,質量不穩定,缺乏有力的檢測手段,且這種纏繞管松襯的管子壁簿,在負壓和溫差波動大時,管道易抽癟和法蘭翻邊部位易斷裂等缺陷。
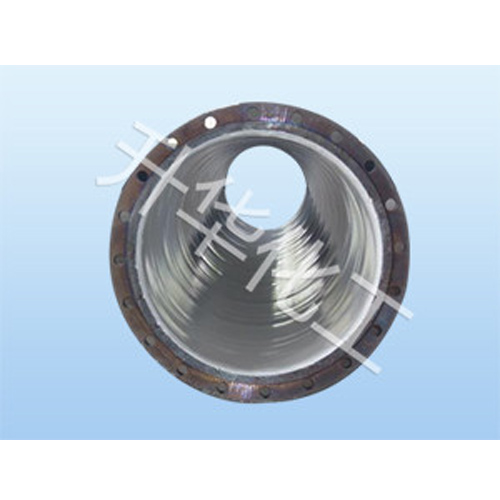
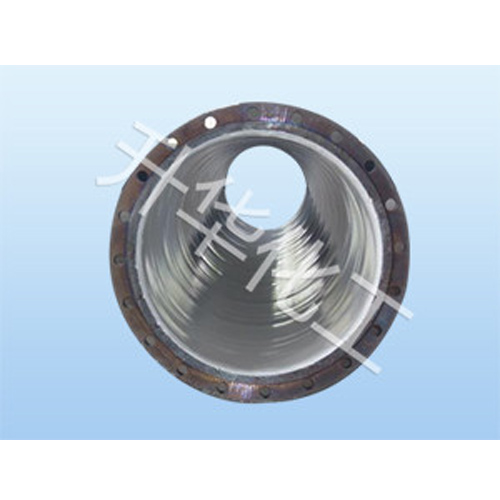
內襯PTFE管道、管配件的鋼管、法蘭選用要求 1、 管道采用國家標準無逢鋼管,因工藝要求,襯里面的管子有效通徑小于鋼管的公稱通徑,設計者及用戶進行必要的有效流量標準后確定鋼管的通徑。 2、 法蘭可根據用戶需要按HG、GB、JB、ANSI、JIS、BS、DIN等國家標準,可以是鍛造,也可由合同確定,因密封面加工工藝建議選用板式平焊法蘭、帶頸平焊法蘭。密封面均為平面密封型式,為了便于管路安裝,可為用戶提供平焊環活動法蘭。 內襯PTFE襯里層試驗、檢驗及使用范圍 1、 管道及管配件均以1.5倍設計壓力進行水壓試驗后. 2、 凡涉及內襯PTFE襯里層經水壓試驗后,100%地進行完好性檢驗,其泄漏點檢驗方法采用電火花測試. 3、 使用范圍 a.使用溫度-20~200℃ b.使用壓力≤2.5Mpa c.允許負壓 DN≤250mm為-0.09Mpa、DN>250mm為-0.08Mpa d.可輸送任意濃度的強酸、強堿、有機溶劑、強氧化劑、有毒、易揮發、易燃的化學介質。 三、俗稱內纏鋼絲緊襯管。 制造工藝:先將若干層PTFE薄膜纏繞在模具上,再將鋼絲(0.5-1mm)螺旋形地纏繞在PTFE薄膜上,后在鋼絲外面再纏繞若干層PTFE薄,最后放在爐中繞結成形。用這種工藝制作的PTFE襯里管,內壁光滑,外壁由于鋼絲的體積及其外彈力量,形成螺旋形線波紋。將它襯入鋼管內,并在PTFE襯里管,并在PTFE襯里管外壁與鋼管內壁之間的空隙處灌滿填充樹脂(非出殘留空氣)。這種填充樹脂能與鋼管緊密粘結在一起。同時,它能緊緊地包裹在螺旋形的PTFE襯管外壁上。填充樹脂固化后,就形成了與襯里外壁波紋相咬合的螺旋形波紋。這種結構,類似于螺母與螺栓的結合。它一方面能使PTFE襯里的熱脹冷縮得到有效的限制和補償;另一方面,利用鋼絲的剛度明顯地提高PTFE襯里耐負壓的能力。
四、俗稱推(擠)壓襯里直管,系90年代發達國家普遍采用的管道。 制造工藝:首先采用進口PTFE粉末,推(擠)壓成管子,然后將它強行拉入無縫鋼管(襯管外徑略大于鋼管內徑1.5-2mm),形成無間隙緊襯。為了消除壓力,將它放在爐中,加溫至180oC進行恒溫處理,使之適應在180℃以下的溫度中使用。同時,推(擠)壓管的軸向抗拉強度比纏繞管明顯要好。此管道具有理想的耐正、負壓能力。 五、粉末模壓法襯里工藝 F4粉末模壓法襯里是一種等體、等壓、等溫的制造工藝,歷經了擠壓管(松襯、緊襯)、PTFE帶纏繞、以及PTFE纏繞內加鋼絲、加鋼網等的工藝演變,迄今為止F4粉末模壓法襯里技術是F4襯里最新的第五代產品,可在更高正負壓、高溫、強腐蝕的條件下使用,在溫度200℃和真空為0.096MPa以下,驟冷驟熱或冷熱交替操作,不會使聚四氟乙烯基層脫落、起鼓吸癟、膨脹變形,從而起到了鋼氟等體化。工藝技術的創新,極大地改善了過去工藝中的不足,也是我公司的主導產品及聚四氟乙烯襯里管件及設備市場領先技術。