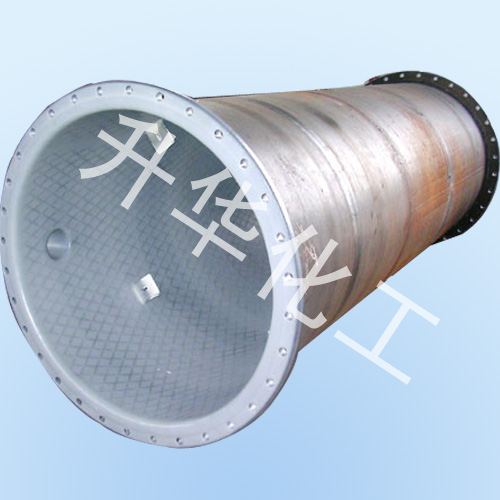
鋼襯四氟乙烯管的加工主要是以普通碳鋼管為基礎,內襯具有優異化學穩定性的熱塑性聚四氟乙烯塑料,經過特定工藝加工而成。具體處理流程如下:
1. 首先,根據實際規模切割無縫鋼管,并用焊接環焊接鋼管。 焊接環可以是氬弧焊。 焊接中出現的飛濺物應使用銼刀清理干凈,角焊縫應打磨成圓角,無銳邊。
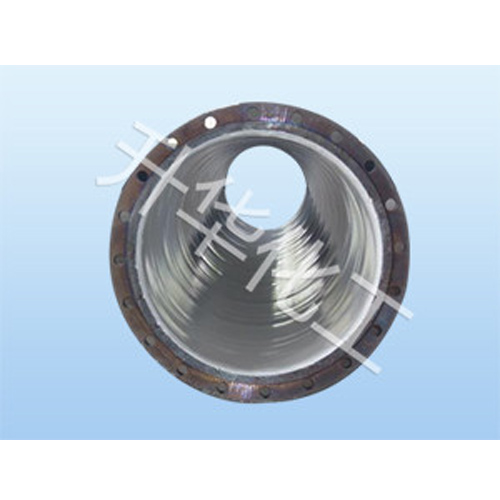
2. 然后,在鋼管的末端鉆一個小孔,做一個標記符號,不要堵住它。該孔用于在加熱過程中排出鋼管和四氟乙烯管之間的殘余氣體,并用于調查四氟乙烯管在壓力測試過程中是否損壞或泄漏。鋼管應在內襯前預先組裝。組裝時,應在接縫處添加適當厚度的石棉墊片,以滿足內襯后的整體尺寸要求。對組裝好的無縫鋼管進行噴砂處理,清除內壁銹跡,并用壓縮空氣吹掃管道內腔。
3. 將四氟乙烯管插入鋼管。如果四氟乙烯管不圓且不能插入,應選擇熱水、蒸汽或中頻加熱爐對四氟乙烯管進行加熱,加熱溫度不得超過100℃。堵塞四氟乙烯管道時,應考慮翻邊長度。通常,焊接環表面上方保留35-40的長度。翻邊前,四氟乙烯管上應套有石棉巴金墊片。四氟乙烯管的翻邊分兩步進行。 第一步是把它變成喇叭口。 這次用于翻邊的夾具是錐形鑄鋁件。
4. 翻邊時,使用氧乙炔火焰加熱夾具。使用半導體外部溫度計測量夾具的溫度。夾具的溫度不應過高,溫度應控制在260℃-280℃之間。翻邊時,加熱的錐形夾具將逐漸壓下。 當夾具被壓到焊接環的邊緣時,它將不會被再次壓下。 這時,水將被用來冷卻它。 當冷卻到環境溫度時,夾具將被移除。第二步中的翻邊進一步塑性改變了噴嘴。這次夾具是平的。 夾具的加熱方法和溫度控制與第一步相同。
5. 加熱后,慢慢完全壓下夾具,然后用水將其冷卻至環境溫度,然后拆下夾具。最后,在內襯管上安裝盲板,送入專用加熱筒,與壓縮空氣管連接,用中頻加熱方法加熱至約280℃,然后緩慢引入8-10 kgf/cm2的壓縮空氣。將鋼襯放入水箱中,將所有鋼管浸入水中,緩慢通入15kgf/cm2的壓縮空氣,檢查鉆孔處是否出現氣泡。 如果發現氣泡,證明四氟乙烯管破裂。主要原因是加熱不均或通貨膨脹過快。內襯鋼管兩端用木制盲板密封,以免劃傷四氟乙烯管。
嗯,今天我們將討論加工鋼內襯四氟乙烯管的詳細過程。 閱讀完這些內容后,每個人都應該清楚地了解主要的加工過程。 今后,我們必須按照上述步驟進行加工和使用,以確保設備的正常使用。